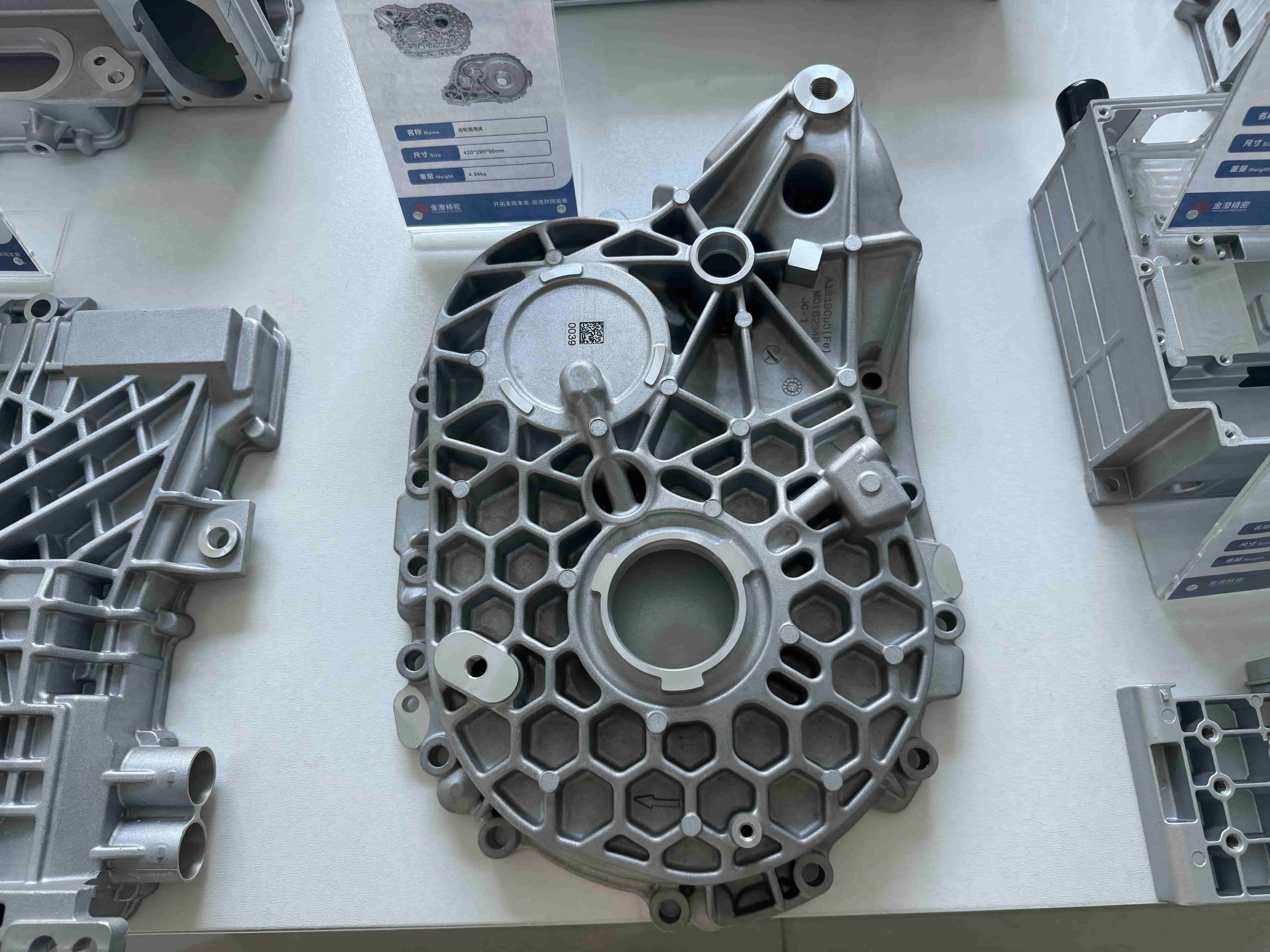
Начална страница > Продукти > Персонализирани продукти от алуминиев сплав чрез спрессоване
Алуминиевите отливки за автомобилни трансмисии имат много детайли, които трябва да се вземат предвид по време на проектирането и производството, които директно влияят върху техните characteristics и продължителност на живота.
1. Избор на материали:
1、Състав на алуминиев сплав: често използваните алуминиеви сплави включват ADC12 ,A380 ,A383 и др., които разполагат с добри механични свойства и ливноспособност. Съставът на сплава влияе върху силата, твърдостта и корозионната устойчивост на огледалната коробка.
2、Обработка на сплава: Термична обработка, като стареене, често е необходима, за да се подобри силата и твърдостта на алуминиевите сплави.
2. Процес на спирална формовка:
1、Проектиране на форма: Правилното проектиране на формата е критично за качеството на алуминиевите спирални отливки. Формата трябва да може да състои се срещу високи температури и налягане, докато гарантира точността и повърхностното качество на отливките.
2、Контрол на процеса на отливане: Това включва температурен контрол на топлата алуминиева сплав, контрол на скоростта и налягането при инжекцията и т.н., за да се гарантира, че отливките са гъстествени и без порозност.
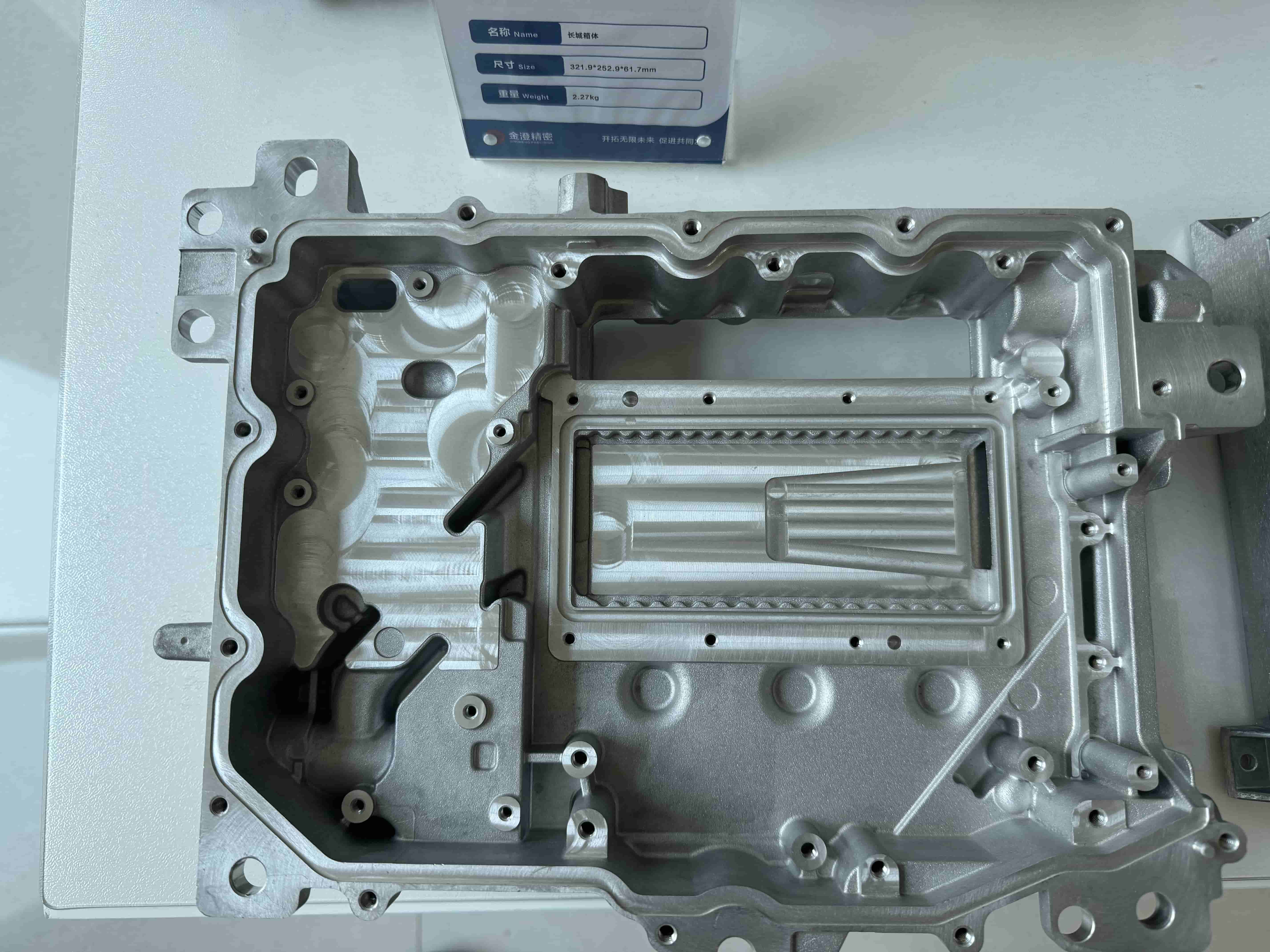
3. Структурно проектиране:
1、Прочност и жестност: проектирането на корпуса трябва да взема предвид механичните натоварвания, които трансмисията е подложена, когато работи, затова е необходимо да се проектират разумни арматурни пръти и зони за укрепване.
2、Проектиране за отмятане на топлина: Алуминиевият сплав има по-добри термични свойства за проводимост, но проектирането все още трябва да разглежда разположението на радиаторите и вентилационните отвори, за да се гарантира, че трансмисията може да отмята топлина ефективно при високи температури.
4. Обработка на повърхността:
1、Антикорозийни покрития: повърхностите на алуминиевите сплавове често се анодират, за да се подобри съпротивността към корозията и износ.
2、Покрития: Иноги се прилагат боядисване или други видове обработка на повърхността, за да се подобри визуалния вид и дълговечността.
5. Изисквания за точност:
1、Габаритна точност: Приливните отформувания изискват висока степен на точност, за да се гарантира, че компонентите на трансмисията се съединяват точно. Контролът на габаритната толеранс е критичен за монтажа и операционната производителност.
2、Повърхностно качество: Гладка повърхност намалява триенето и износът и подобрява срокът на служебно използване на частите.
6. Последващи процеси на обработка:
1、Механическа обработка: Някои приливни отформувания изискват механическа обработка след формуването, като бурене, резане и оцветяване, за да отговарят на крайните изисквания за монтаж.
2、Качествен контрол: Това включва неразрушителни тестове (например, рентгенови проверки) и тестове за механичните свойства, за да се гарантира, че всяко отформувание отговаря на проектните изисквания и стандартите за безопасност.
Чрез внимателно проектиране и контрол на тези детайли може да се гарантира, че алюминиевите приливни короби за трансмисии ще функционират добре в автомобилните приложения, осигурявайки надежден производителност и дълъг срок на служебно използване.

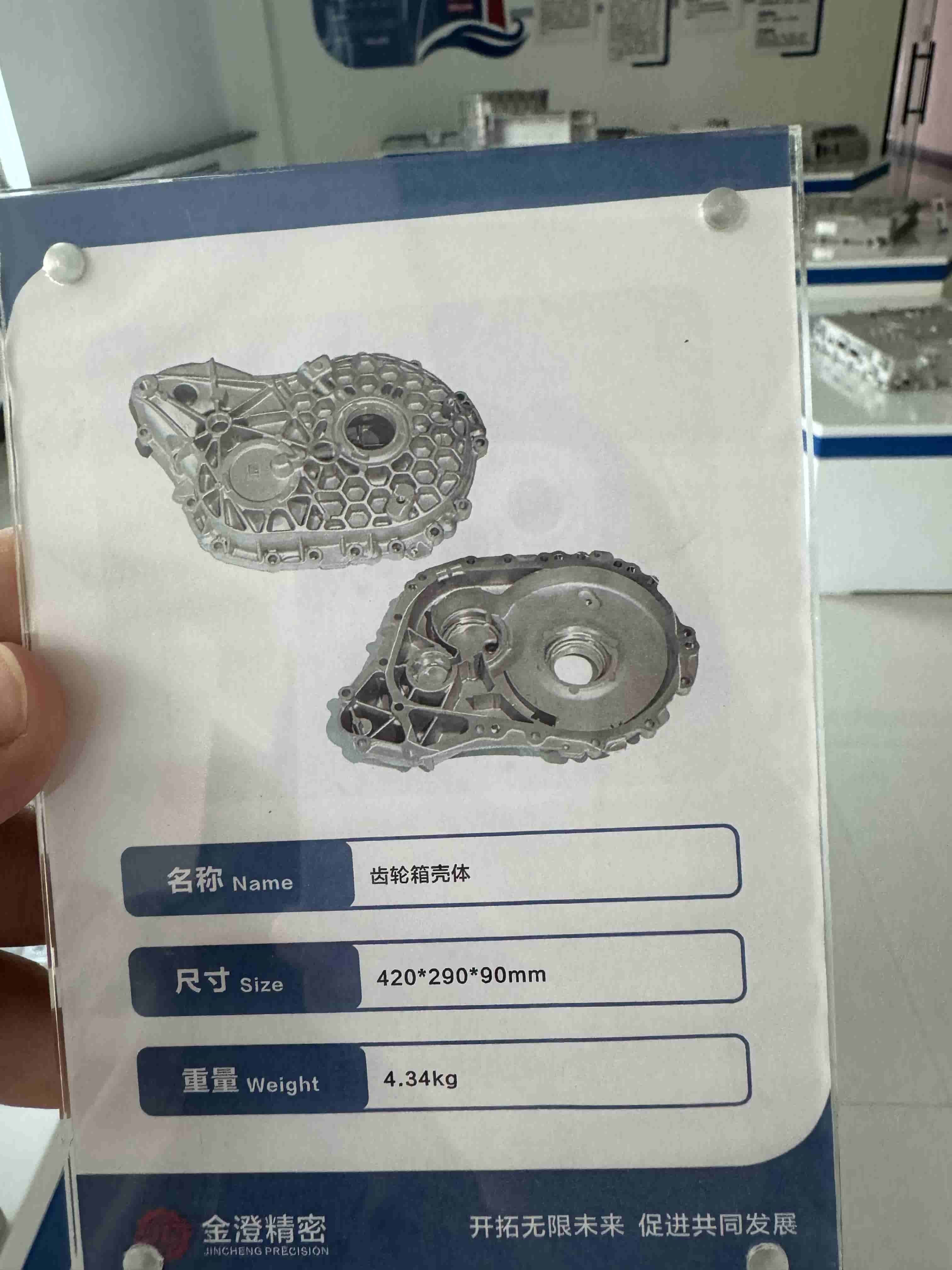
Презентация на персонализираните форми
Като производител с 24 години опит в производство на персонализирани форми за ливене на алуминиеви сплавове, ние разполагаме с перфектен
процес на персонализация. Клиентите трябва единствено да предоставят чертежи и технологични изисквания, всички форми за ливене на алуминиеви сплавове могат да бъдат персонализирани в нашата фабрика.
ливене на алуминиеви сплавове
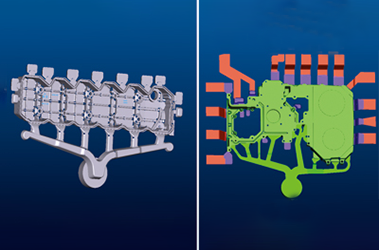
Клиентът предоставя чертежите, а ние разполагаме с професионални инженери-моделисти, които провеждат 3D моделиране според чертежите. След приключване на моделирането ще бъде извършен анализ на токовете в формата, за да се провери дали в формата има някакви проблеми. Производството на формата започва след като се уверим, че формата е правилна.

Играе ключова роля в производството на форми, особено при обработката на формови части с висока точност и сложна форма. Нейната основна функция е обработка с висока точност: машината за дръжка по провец предлага изключително висока степен на обработваща точност, подходяща за производство на сложни полости, режи и мелки детайли на прецизни форми, като форми за пробиване, прецизни отвори, неравnomерни ръбове и т.н.

Точна установка за непрекъснато обработване на метални материали, използвайки принципа на електрическото разряд. Нейната основна роля е в процеса на производство на форми, когато стоманата или другите трудно обработвани метални материали се обработват с висока точност, особено при сложни форми, твърди материали, полости, отвори и микроструктури.

Предназначена главно за високопrecизнa шлифовка на повърхността на детайлa, за да се постигне необходимата равнинност, гладкост и размерна точност.

Предлага ефективни, високопrecизни и стабилни решения за обработване на форми и е незаменимо висококачествено оборудване в индустрията по производство на форми.

След строг производствен процес, завършва се производството на формите и след това се провежда проверка на качеството им, което гарантира качеството на произведени форми.

Специализирана в традиционни автомобили, новоенергийни автомобили, комуникации, фотоелектрическо съхранение, инвертори, железопътния транспорт, медицинско авиационен и общопромишлен деликатен алюминиев сплав за отливки, формовка и прецизна обработка
Обемът на активите на компанията е над 1 милиард юан, заета площ от почти 200 000 квадратни метра, заводска площ от 180 000 квадратни метра, едно от високотехнологичните предприятия, което съчетава научно-изследователска дейност и производство

Плавене на алуминиеви сплавове в печ.

диелектрична форма 4000T за работа
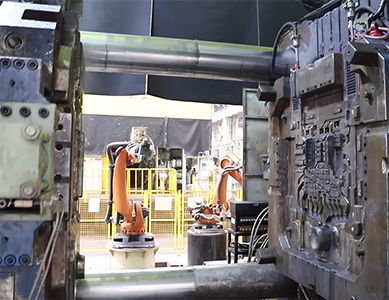
Подготовка на формата в машините за топливна отливка
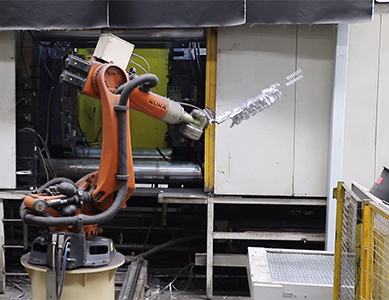
Продукти за извличане с роботична ръка

Майсторско полиране на продукти от работниците

Пескоструйна машина за изпълнение на работата и интегриране на продукта

Лабораторно тестирание на качеството на продукта. Тестирание на съставките на продукта
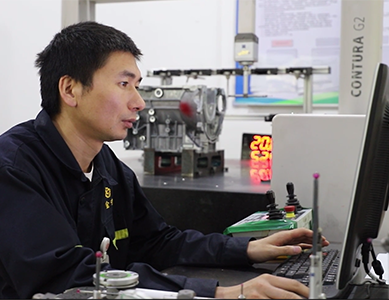
Координиране на проверка на размерите на продукта

Оборудване за погружение за тестване на герметичността на продуктите

Воден тест за герметичност за откриване на герметичността на продуктите
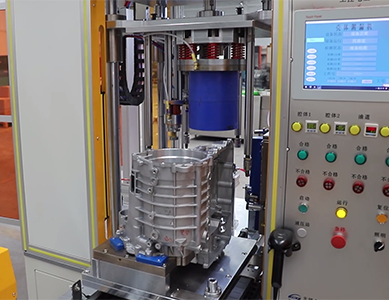
Тестване на герметичността разкрива герметичността на продуктите

Ултразвуково чистене на повърхнините на продуктите, за да ги запази чисти
| 1. Техническо предимство | 1. Експерти в индустрията на литейното производство над 20 души, професионални инженери по форми над 80 души; 2. 3D проектиране, анализ на течността в формата, производство на форми, анализ на процеса за литейно производство (персонализирани услуги) |
| 2. Предимство при мониторинг на качеството | 1. Повече от 10 инженери по качество, специална екипаж за контрол на качеството; 2. Брой тестови устройства 10; 3. Сертификация: ISO9001:2008 международна система за сертификация на качество; ISO14001:2004 системна сертификация; ISO/TS16949:2002 сертификация на системата за качество в автомобилната промишленост; |
| 3. Предимства при производството на форми | 1. Инженер по проектиране на форми, може да работи с програмите PRO-E, VG и други софтуери; 2. Съвременни уреди, HAAS обработващ център, кранови CNC и др., повече от 49 уреда, годишен изход от 300 комплекта форми за литее; 3. Можем да проектираме форми за клиентите (офериране на персонализирани услуги) |
| 4. Предимства при литието | 1. 57 линии за производство, с годишен капацитет от 50000 тона алуминиеви литиени части; 2. Интелигентен ниво на производството: автоматична машинка за супа, автоматично спрей устройство, автоматично устройство за взимане, автоматичен транспортен ремен, машина за високотоchno охлаждане, режущо и формувачно оборудване; 3. Гъвкав дизайна на продукта, за да предоставя производствени решения, които дават възможност за производство на малки партии |
| 5. Машина плюс превъзходство в производството |
1. Повече от 600 комплекта CNC обработващи машини и повече от 60 комплекта хоризонтални центрове за обработка; 2. Инженери по програмиране за CNC обработка общо 30 души, 30 проектни инженерни和技术ически специалисти; |
| 6. Обработка на повърхността технологични превъзходства |
1. Самостоятелни предприятия за поддръжка на боядисване; 2. АTELIER за спрей покрития с чистота на сто хиляди, три линии за спрей, дванадесет импортни електростатични спрей пистолети, четири автоматични линии за гальванопокрития, две предварителни линии за обработка; 3. Пълен набор от тестови устройства за боядисване и гальванотехника; |
| 7. Поддръжна инфраструктура | 1. Чист ателие: 1000 квадратни метра чист ателиет GP12; 2. Станция за мониторинг на продукта; 3. Еquipмент за тестване на въздушната герметичност; 4. Оборудване за инфилтрация; 5. Машина за автоматично чистване на продукти; |




 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 KA
KA
 BN
BN
 LA
LA
 MY
MY