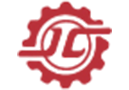
Etusivu > Tuotteet > Alumiinileikkipainonnasta tilattuja tuotteita
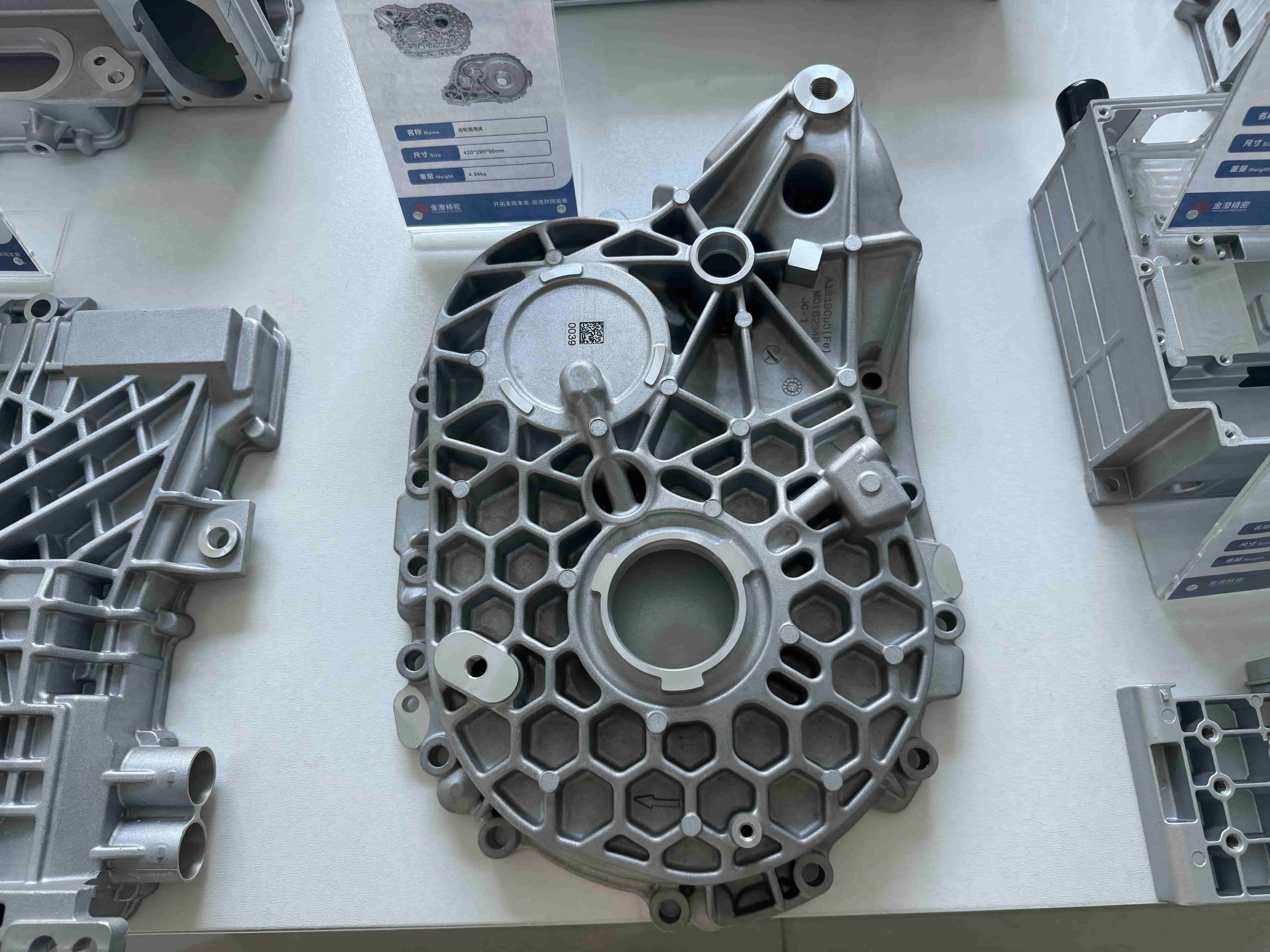
Alumiinikeihäänkujoutetut auton vaihteistokorit vaativat monia yksityiskohtia suunnittelun ja valmistusprosessin aikana, jotka vaikuttavat suoraan niiden suorituskykyyn ja kestoon.
1. Materiaalivalinta:
1、Alumiiniliaste: yleisesti käytetyt alumiiniliasteet sisältävät ADC12 ,A380 ,A383 jne., jotka ovat hyviä mekaanisista ominaisuuksistaan ja kuivattavuudestaan. Liitosasteen koostumus vaikuttaa kuoren vahvuuteen, kovuuteen ja korroosiokestävyyteen.
2、Liitoskäsittely: Lämpökäsittely, kuten ikäyttäminen, on yleensä tarpeen alumiiniliitojen vahvuuden ja kovuuden parantamiseksi.
2. Muovautusprosessi:
1、Muovien suunnittelu: Tarkka muovisuunnittelu on ratkaisevan tärkeää alumiiniliitosmuovien laadulle. Mouldin on oltava kykenevä selviytymään korkeista lämpötiloista ja paineista samalla, kun se varmistaa muovien tarkkuuden ja pinta-terminologian.
2、Muovautusprosessin valvonta: Tämä sisältää keihään alumiiniliiton lämpötilan valvonnan, injektionnopeuden ja -paineen valvonnan jne. tiheiden ja poraan ilman muovien varmistamiseksi.
3. Rakennussuunnittelu:
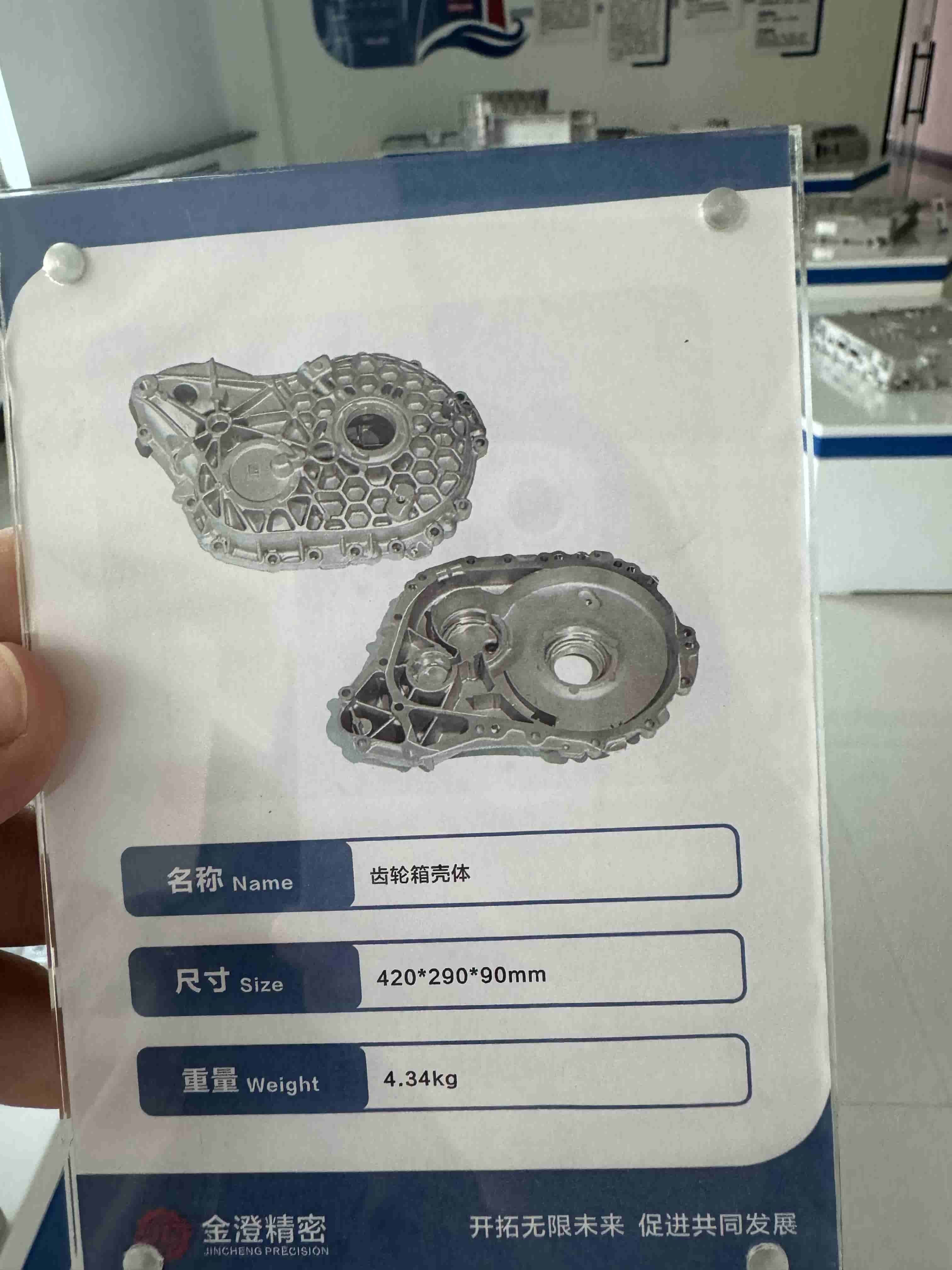
1、Vahvuus ja joustosuoja: tapausdesignin on otettava huomioon käynnissä olevan siirtimen mekaaniset kuormitukset, joten sen on suunniteltava järkeviä vahvistusruuksia ja -alueita.
2、Lämpönsiirtojärjestelmä: Alumiiniliitos on parempi lämpöjohto, mutta suunnittelussa on silti otettava huomioon jäähdytinsijojen ja ilmaporauksien asettelu varmistaakseen, että siirto voi tehokkaasti hajottaa lämpöä korkeilla lämpötiloilla.
4. Suomalainen Pinta-alahoito:
1、Anti-korrosio käsittelyt: alumiiniliitospintoja anodoidaan usein parantaakseen korroosion ja kuljetukseen vastustusta.
2、Peitteet: Pintakäsittelyä, kuten maaliausta tai muita pinta-ohjaustapoja, sovelletaan joskus parantamaan ulkonäköä ja kestovuutta.
5. Tarkkuusvaatimukset:
1、Mitataulun tarkkuus: Valumousta vaaditaan korkeaa tarkkuutta varmistaakseen, että siirron osat sopivat yhteen tarkasti. Mitataulun toleranssin hallinta on ratkaisevaa montausta ja toiminnallisen suorituksen kannalta.
2、Pintapuhdas: Sileä pintapiiri vähentää kitkaa ja kuljetusta ja parantaa osien käyttöelämää.
6. Jälkikäsittelyprosessit:
1、Konepaja: Joillakin valumousteilla on tehtävä konepaja jälkeen valumisen, kuten aivoma, leikkaus ja kaarret, täyttääkseen lopulliset montaajavaimennukset.
2、Laadun tarkastus: Tämä sisältää tuhoamattoman testauksen (esim. röntgentestaus) ja mekaanisten ominaisuuksien testauksen varmistaakseen, että jokainen mestopala täyttää suunnittelovaatimuksia ja turvallisuusnormeja.
Näiden yksityiskohtien huolellisella suunnittelulla ja hallinnalla voit varmistaa, että alumiinipainotetut vähentimet toimivat hyvin autoteollisuuden sovelluksissa, tarjoavat luotettavaa suorituskykyä ja pitkän käyttöelämän.

Mallin mukautuksen johdanto
As an aluminum alloy die casting mold customization manufacturer with 24 years of experience, meillä on täydellinen
mukautusprosessi, asiakkaat tarvitsevat vain antaa piirustukset ja prosessivaatimukset, kaikki alumiiniliasemallit
meidän tehtaamme voivat mukauttaa.
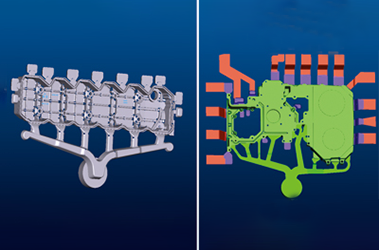
Asiakas tarjoaa piirustukset, ja meillä on ammattitaitoisia mallintusinilaitteita, jotka suorittavat 3D-mallinnuksen piirustuksien mukaan. Mallinnuksen jälkeen suoritetaan moukon virtausanalyysi tarkistamaan, onko moukossa ongelmia, ja moukon valmistus aloitetaan vasta kun moukko on varmistettu olevan oikein.

Se näyttää ratkaisevan roolin moukkojen valmistuksessa, erityisesti korkean tarkkuuden ja monimutkaisten muotojen moukon osien käsittelyssä. Sen päärooli on korkean tarkkuuden jalostus: sähköpoltto-eristyssahko tarjoaa erittäin korkean jalostustarkkuuden, mikä sopii hyvin monimutkaisten kuulapintojen, leikkauspintojen ja tarkkojen ominaisuuksien, kuten puristusmoukkujen, tarkkojen aukkojen ja epäsäännöllisten reunien, valmistamiseen.

Tarkka laite epäyhteydenomaiselle metallimateriaalin käsittelylle käyttämällä sähköiskun periaatetta. Sen tärkein rooli on muovinvalmistusprosessissa, jossa työskentelee muovimetalli tai muiden vaikeasti käsiteltävien metallimateriaalien hionnassa, erityisesti monimutkaisen muodon, korkean kovuuden materiaalin kuorma- ja reikähionnassa sekä mikrorakenteiden käsittelyssä.

Sen avulla voidaan saavuttaa vaadittu tasaisuus, pinta-jaulopuoli sekä mitatakuu työkalun pintaa korkean tarkkuuden jauholla.

Se tarjoaa tehokkaita, korkean tarkkuuden ja -vakauden ratkaisuja muovin käsittelyyn ja on välttämätön korkea-arvoinen käsittelylaitteisto muovivalmistusteollisuudessa.

Tiukalla valmistusprosessilla valmistettu loppumallei, jonka jälkeen mallin laatua tarkastetaan varmistaakseen sen laatutakuu valmistuksessa.

Erikoistuu perinteisten autojen, uusienergia-autot viestintään, photovoltaic-energian varastointiin, kääntäjään, rautatiekulkuun, lääketieteelliseen ilmailuun ja yleiseen teollisuuteen liittyviin osiin, alumiiniliekostekokemuksiin, moukkaan valmistukseen ja tarkkaan konepajaan.
Yrityksen kokonaismyymälävarmuus on ylittänyt 1 miljardia yuania, peittää alueen lähes 200 000 neliömetriä, tehtaankorkeus 180 000 neliömetriä, tutkimukseen ja kehitykseen sekä tuotantoon erikoistuva korkeakouluyritys.

Alumiinialoytta keilotaan uuniin.

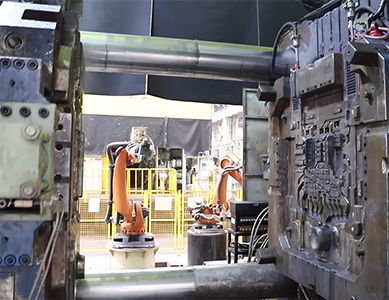
4000T paineenviestintä työssä
Mallin valmistus puuputkoneissa
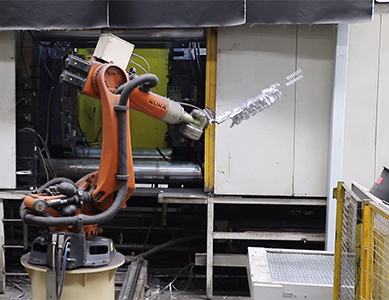
Robottikorvin poistotuotteet

Työntekijän mestaripolttamat tuotteet

Hiekkailukone suorittaa työn ja integroidaan tuote

Tuotteen laadun laboratoriotestaus. Tuotteen raaka-aineiden testaus
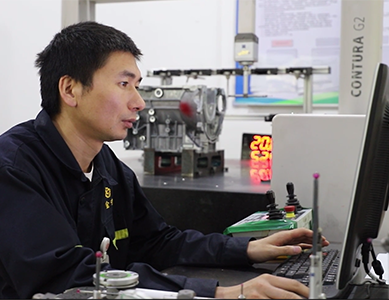
Tuotteen mittojen koordinoitu tarkastus

Immersio-riisteyksiköt tuotteiden ilmetiheys-testeissä

Ilmetiheyden vesi-testi tuotteiden ilmetiheyden tunnistamiseksi
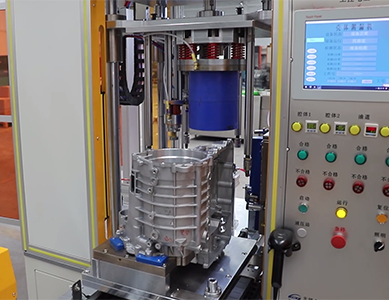
Ilmetiheyden testaus havaitsee tuotteiden ilmetiheyden

Äänämäinen puhdistus tuotteiden pintojen puhdistamiseksi niitä puhtaaksi pitämiseksi
| 1. Tekninen etu | 1. Pintomehuauteollisuuden asiantuntijoita yli 20, moottorin ammattimaisia insinöörejä yli 80; 2. 3D-suunnittelu, moottorin virtausanalyysi, moottorin valmistus, pintomehu-prosessianalyysi (mukautettu palvelu) |
| 2. Laatunvalvonnan etu | 1. Yli 10 laadunjohtajaa, erityinen laadunvalvontaryhmä; 2. Testauslaitteiden määrä 10; 3. Sertifikaatit: ISO9001:2008 kansainvälinen laadunsertifiointijärjestelmä; ISO14001:2004 järjestelmäsertifiointi; ISO/TS16949:2002 autoteollisuuden laadujärjestelmäsertifiointi; |
| 3. Mouldin valmistuksen edut | 1. Mould-suunnittelijoita, jotka osaavat käyttää PRO-E:ta, VG:tä ja muita ohjelmistoja; 2. Kehittyneet laitteet, HAAS-moottorikeskus, porttaus-CNC jne., yli 49 laitetta, vuosituotanto 300 kappaleen mittainen muovinkujantamomouldi; 3. Voimme suunnitella moudeja asiakkaille (tarjoamme mukautettuja palveluita) |
| 4. Muovinkujantamovalmistuksen edut | 1. 57 tuotantolinjaa, vuosikapasiteetti 50 000 tonnia alumiinimuovinkujantamo-osia; 2. Älykäs tuotantotasoa: automaattinen keitto-kone, automaattinen leimauskone, automaattinen noutokone, automaattinen siirtoviiva, korkean paineen piste-hyhläyskone, leikkaus- ja muotoilulaitteet; 3. Joustava tuotemalli, joka tarjoaa tuotantoratkaisuja ja edellytyksiä pienten sarjojen tuotannolle |
| 5. Kone plus valmistusvaikutus |
1. Yli 600 CNC-moottoria ja yli 60 vaakamoottorikeskusta; 2. CNC-moottorointiohjelmistomuunnokset yhteensä 30 insinööriä, 30 projekti-insinööriä ja tekninen henkilökunta; |
| 6. Pinta-osa käsittely tekniikan edut |
1. Itsenäinen leijumisehdokasyritys; 2. Sata tuhat pudonnut sähköisen peittämisen tila, kolme peittämislinja, kaksi toista tuontiestatic sähköisen peittämisen tykit, neljä automaattista plaatintuotannon linja, kaksi esikäsittelytuotannon linja; 3. Koko leijaus- ja plaatintakoehdoituslaitteisto; |
| 7. Tukiinfrastruktuuri | 1. Tyydytys huone: 1000 neliömetriä GP12 tyydytys huone; 2. Tuotemonitorointiasema; 3. Ilman tiivisyyden testauslaitteisto; 4. Infiltraatiolaitteisto; 5. Tuoteautomaattinen pesulaitin; |




 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 KA
KA
 BN
BN
 LA
LA
 MY
MY