
Controllo qualità dimensionale Ispezione delle Coordinate L'ispezione delle coordinate nel processo di gettatura a freddo in lega di alluminio svolge un ruolo nel controllo della precisione e della garanzia della qualità, aiutando a migliorare l'esattezza del prodotto, ridurre i difetti e ottimizzare il processo. 1. Prec...



Controllo delle coordinate
L'ispezione delle coordinate nel processo di gettatura a pressione in lega di alluminio svolge un ruolo nel controllo della precisione e nella garanzia della qualità, aiutando a migliorare l'esattezza del prodotto, ridurre i difetti e ottimizzare il processo.
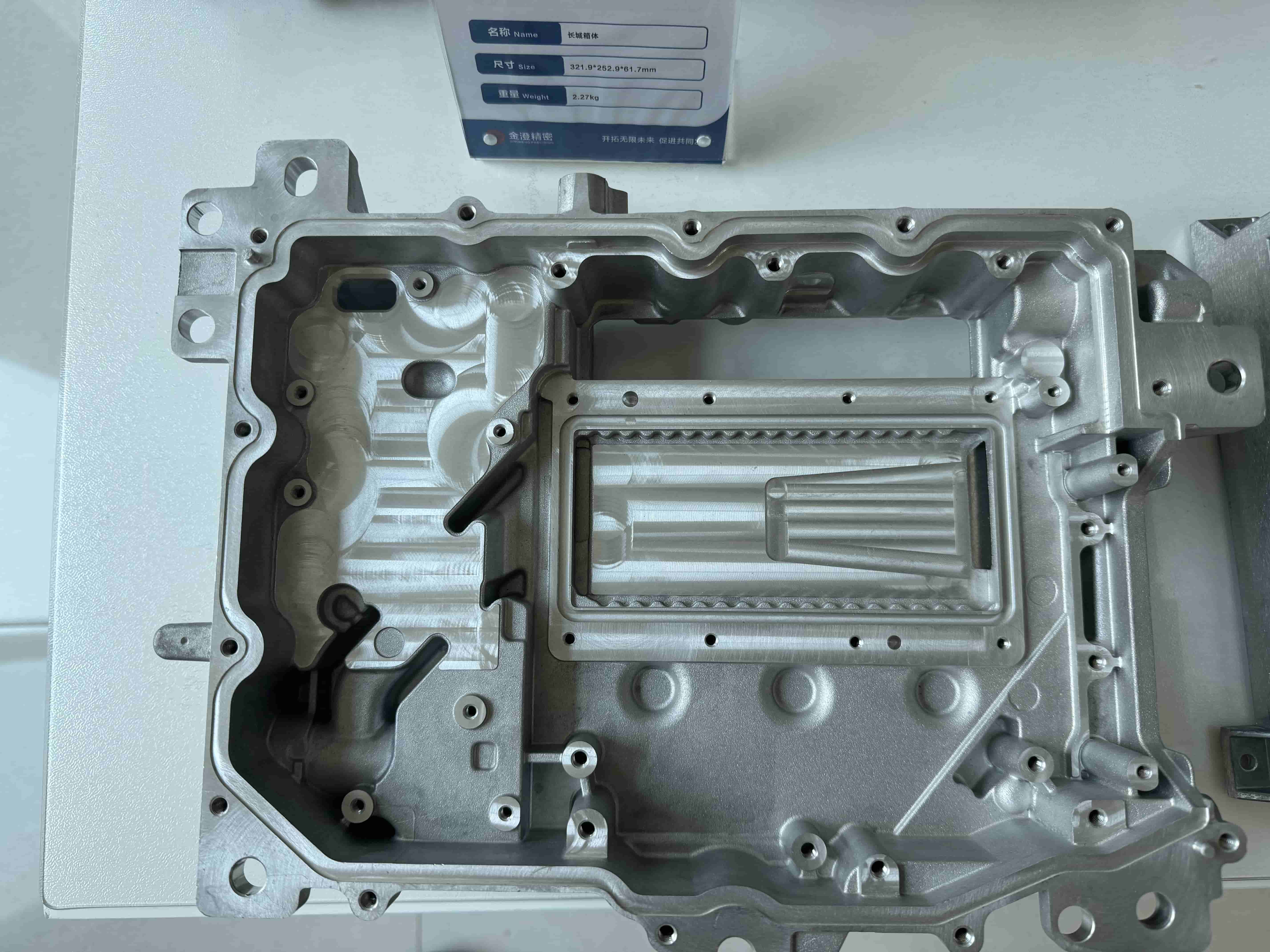
1. Misurazione precisa delle dimensioni dei getti: la MRC (Macchina per la Misurazione a Coordinata) è in grado di misurare con precisione la geometria, la forma e la posizione dei getti in lega di alluminio. I getti in lega di alluminio hanno generalmente forme complesse e requisiti di precisione elevati; tramite la MRC si può garantire che le dimensioni chiave dei getti corrispondano ai disegni progettuali, soddisfacendo così i requisiti di assemblaggio e utilizzo.
2. Rilevamento di tolleranze geometriche: le laminazioni in lega di alluminio ottenute per colata solitamente hanno requisiti rigorosi per quanto riguarda la pianezza, la perpendicolarità, la coassialità e altre tolleranze geometriche. L'ispezione con coordinate può rilevare accurate queste tolleranze, evitando che le dimensioni delle lamine entrino nel processo produttivo successivo, riducendo il tasso di prodotti difettosi e i costi di rifinitura.
3. Supporto per la calibrazione del stampo: la progettazione e la lavorazione dello stampo hanno un impatto diretto sulla qualità delle laminazioni in lega di alluminio ottenute per colata. Attraverso l'ispezione a tre coordinate, è possibile fornire un feedback sulle dimensioni della lamina, aiutando a individuare le deviazioni nella progettazione o nella produzione dello stampo, consentendo una tempestiva calibrazione e regolazione dello stampo, migliorandone precisione e durata.
4. Analisi della deformazione e restringimento: le leghe di alluminio subiscono una certa deformazione e restringimento durante il processo di raffreddamento, il che può causare deviazioni dimensionali dei colati. L'ispezione coordinata può aiutare a rilevare queste deviazioni, riassumere la legge di restringimento dei colati attraverso l'analisi dei dati, fornire una base per l'aggiustamento del processo, ottimizzare i parametri di processo nel ciclo produttivo e ridurre le deviazioni dimensionali causate dalla deformazione.
5. Migliorare la coerenza del prodotto e la stabilità della qualità: attraverso l'ispezione delle coordinate di ogni lotto di colati, è possibile garantire la coerenza del prodotto, assicurarsi che le dimensioni dei colati siano all'interno dell'intervallo qualificato e ridurre i problemi di assemblaggio o funzionali causati da dimensioni non conformi, al fine di migliorare la qualità dei prodotti e la soddisfazione dei clienti.
6. Supporto per la tracciabilità e il miglioramento della qualità: I dati registrati dal CMM possono essere utilizzati per rintracciare problemi di qualità, analizzare le potenziali cause dei difetti e le opportunità di miglioramento, e fornire supporto dati per l'ottimizzazione del processo produttivo, raggiungendo così un miglioramento continuo della qualità.




 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 KA
KA
 BN
BN
 LA
LA
 MY
MY