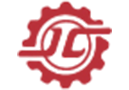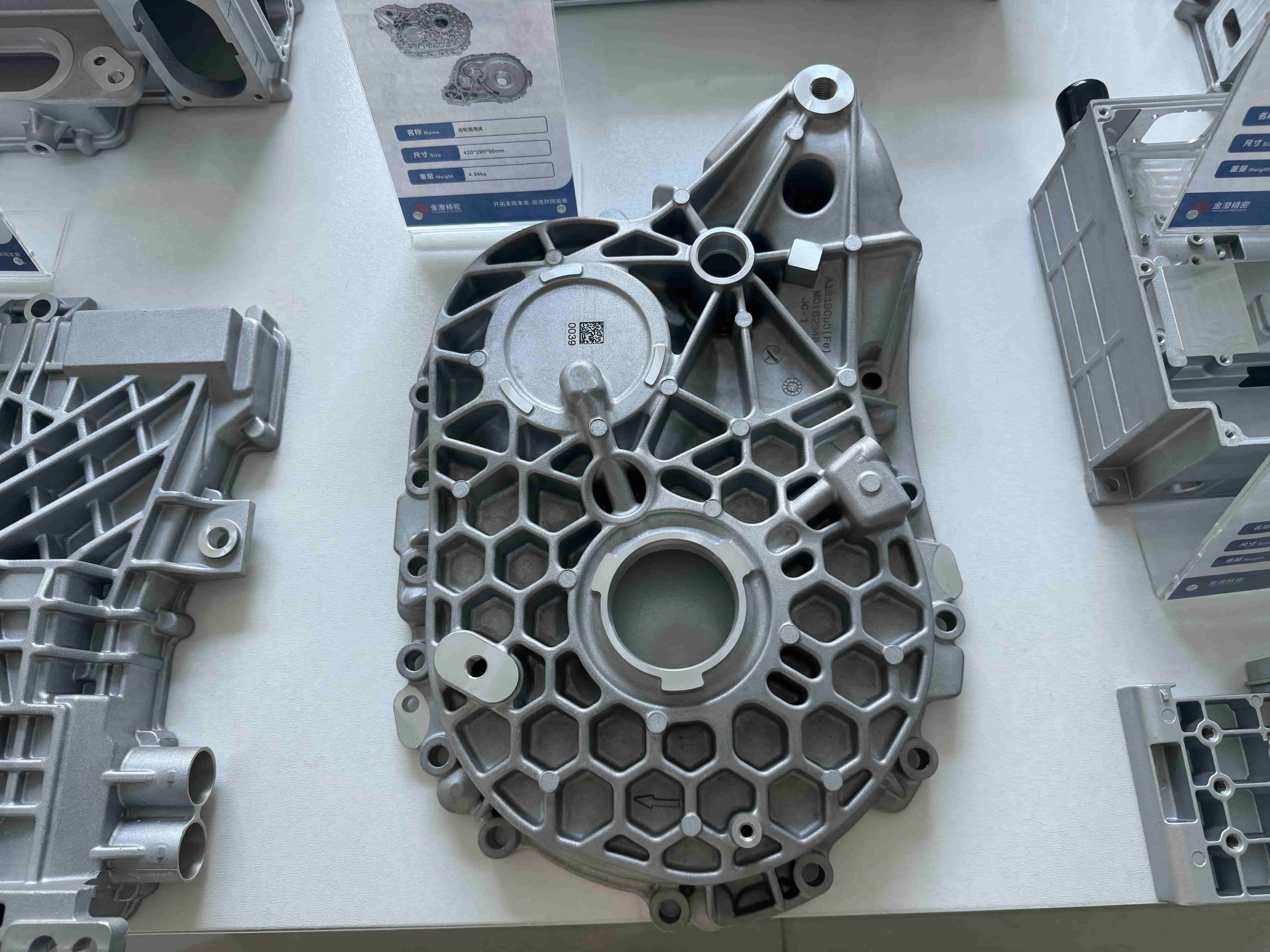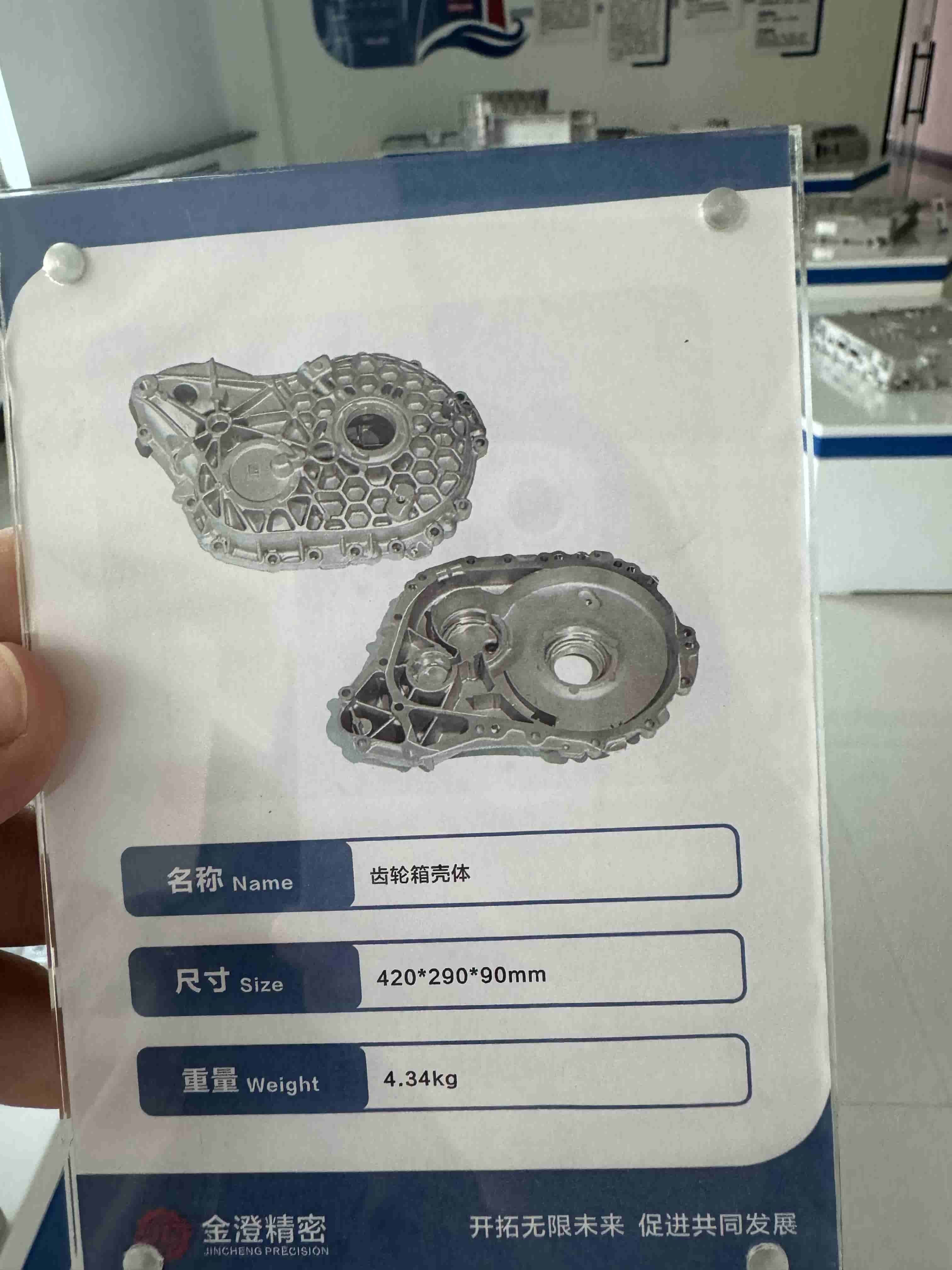
Головна сторінка > Продукти > Індивідуальні продукти викирвання з алумінієвого сплаву
Алюмінієві відливні коробки передач для автомобілів мають багато деталей, які потрібно враховувати під час процесу дизайну та виробництва, що напряму впливають на їхню ефективність та тривалість життя.
1. Вибір матеріалів:
1、Склад сплаву з алюмінію: поширені алюмінієві сплави включають ADC12 ,A380 ,A383 тощо, які мають хороші механічні властивості та литькові характеристики. Склад сплаву впливає на міцність, твердість і корозійну стійкість оболонки.
2、Обробка сплаву: Термічна обробка, така як старування, зазвичай необхідна для підвищення міцності та твердості алюмінієвих сплавів.
2. Процес шабронного лиття:
1、Проектування шаброну: Точне проектування шаброну є критичним для якості латунних виробів з алюмінієвого сплаву. Форма повинна витримувати високі температури та тисни, одночасно забезпечуючи точність та якість поверхні виробів.
2、Контроль процесу лиття: Це включає контроль температури розплавленого алюмінієвого сплаву, швидкість та тиск заливки тощо для забезпечення того, щоб вироби були густими і без пористості.
3. Структурне проектування:
1、Прочність і жорсткість: при проектуванні корпусу необхідно враховувати механічні навантаження, яким піддається передача під час роботи, тому потрібно проектувати раціональні розміри армування та зони підсилення.
2、Проектування відведення тепла: сплав алюмінію має кращу теплопровідність, але проект все ще повинен враховувати розташування радиаторів та вентиляційних отворів, щоб забезпечити ефективне відведення тепла при високих температурах.
4. поверхнева обробка:
1、Захисна обробка від корозії: поверхні сплаву алюмінію часто анодуються для покращення стійкості до корозії та ізносу.
2、Покриття: іноді застосовуються фарбування або інші методи поверхневої обробки для покращення зовнішнього вигляду та тривалості.
5. вимоги точності:
1、Геометрична точність: гіркальні вироби вимагають високої точності, щоб забезпечити точне посажування компонентів передачі. Контроль геометричних відхилень є критичним для збірки та операційної ефективності.
2、Фінішна обробка: гладка поверхня зменшує трущі і зношування, що покращує термін служби деталей.
6. Постобробочні процеси:
1、Машинообробка: деяким формованим викиданням потрібна машинообробка після ливлення, така як свердління, різання та обрізка, щоб задовольнити вимоги кінцевої асемблії.
2、Перевірка якості: це включає неруйнувальні перевірки (наприклад, рентгенівську перевірку) та механічні тестування властивостей для забезпечення того, щоб кожне викидання відповідало проектним вимогам та стандартам безпеки.
За допомогою уважного проектування та контролю цих деталей можна забезпечити, щоб алюмінієві формовані коробки передач добре працювали в автотранспортних застосунках, забезпечуючи надійну роботу та довгий термін служби.
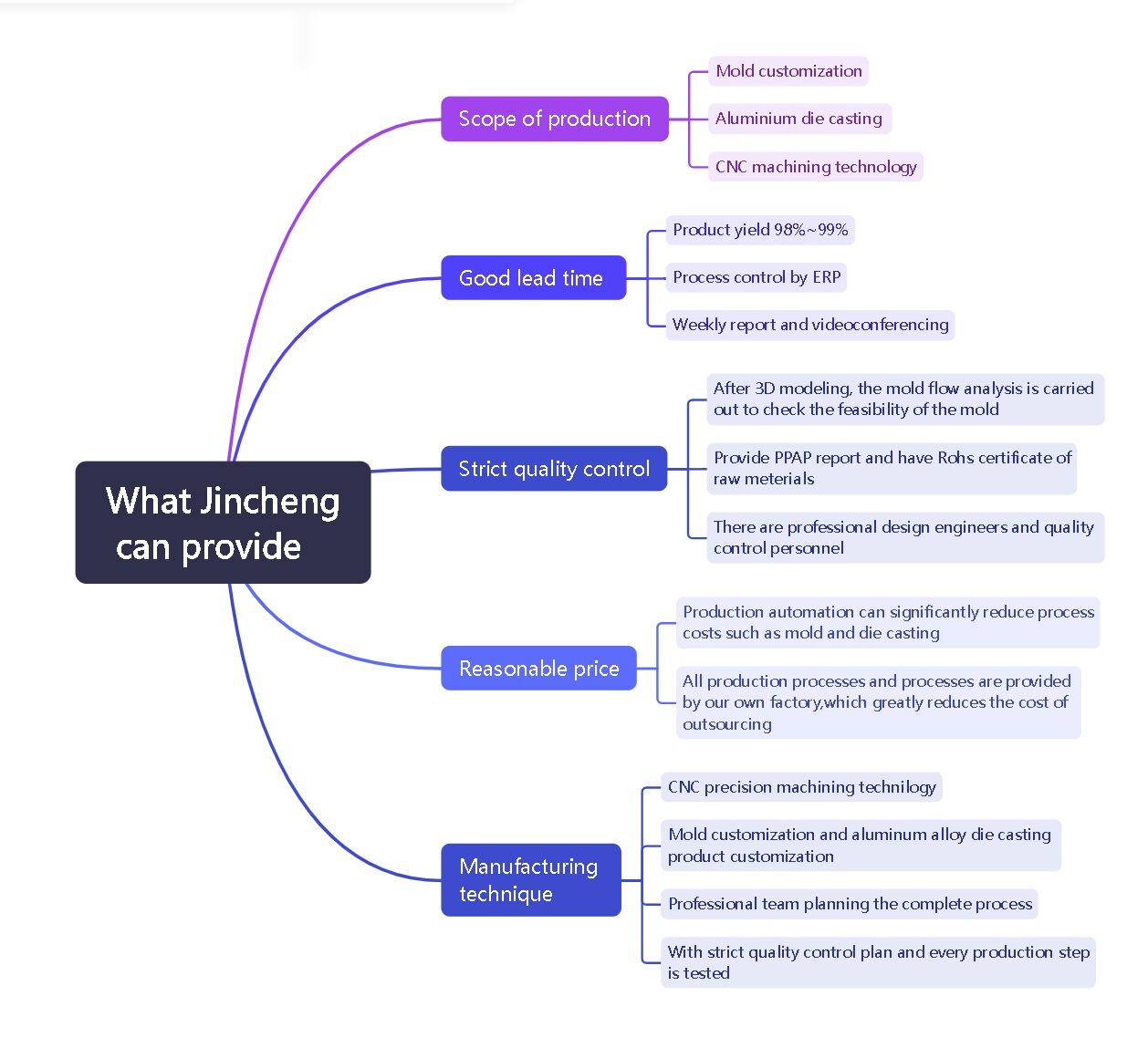

Введення в створення форм
Як виробник з 24-річним досвідом у створенні форм для листкового літніка з алюмінієвої сплаву, ми маємо ідеальний
процес створення на замовлення. Клієнтам потрібно лише надати малюнки та вимоги до процесу, всі форми для листкового літніка з алюмінієвої сплаву наша фабрика може виготовити за замовленням.
літніка з алюмінієвої сплаву наша фабрика може бути виготовлена за замовленням.
Клієнт надає малюнки, і у нас є професійні інженери-моделювальники, які проводять 3D моделювання за цими малюнками. Після завершення моделювання виконується аналіз потоку форми для перевірки наявності проблем у формі, а виробництво форми починається лише після того, як форма була підтверджена як правильна

Вона грає ключову роль у виготовленні форм, особливо при обробці формових деталей з високою точністю і складною геометрією. Її головна роль полягає у високоточній обробці: провідкова машина може забезпечити екстремально високу точність обробки, що придатна для виготовлення складних полостей, граней та дрібних деталей точних форм, таких як штампувальні форми, точні отвори, нерегулярні краї тощо.

Точне обладнання для безконтактної обробки металевих матеріалів за принципом електричного розряду. Його головна роль полягає в процесі виготовлення форм: обробці сталі для форм або інших важкообробних металевих матеріалів для точного формування, особливо для складних форм, високотвердих матеріалів, полості, отворів, мікроструктур

Головним чином використовується для високоточної шліфування поверхні деталі, щоб досягти необхідної площинності, глянцевості та розмірної точності.

Надає ефективні, високоточні та стабільні рішення для обробки форм, і є незамінним високотехнологічним обладнанням у промисловості виготовлення форм

Після строгого виробничого процесу, завершення виготовлення форми, а потім перевірки якості форми, що гарантує якість виготовлення форми

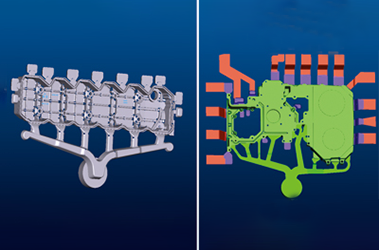
Спеціалізується на традиційних автомобілях, нових енергетичних транспортних засобах, комунікаціях, фотоелектричній енергозберігаючій техніці, інверторах, житлово-транзитному будівництві, медичній авіації та загальному промисловому виробництві деталей з викидання алумінієвих сплавів, виготовленні форм та точній обробці
Загальний розмір активів компанії перевищує 1 мільярд юанів, займає площу майже 200 000 квадратних метрів, площа заводу становить 180 000 квадратних метрів, це високотехнологічна підприємство, яке об'єднує наукові дослідження та виробництво

Плавлення алюмінієвих сплавів у печі.

4000T штампування під тиском для роботи
Підготовка форми в машині для штампування під тиском
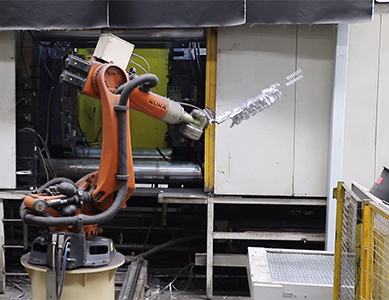
Продукти витягування роботизованими руками

Майстер-робітник полірує продукцію

Пескоструйна машина виконує роботу та інтегрує продукт

Лабораторне тестування якості продукту. Тестування складу продукту
Координатний контроль розмірів продукту

Обладнання для погруження для тестування герметичності продуктів

Тест на герметичність водою для виявлення герметичності продуктів
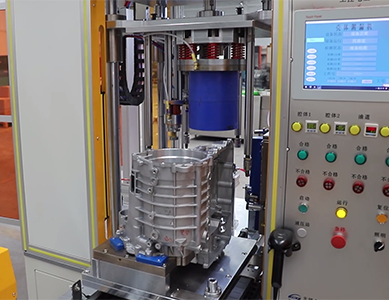
Тестування на герметичність виявляє герметичність продуктів

Ультразвукова очистка поверхонь продуктів для їх підтримки в чистоті
| 1. Технічна перевага | 1. Експерти з листкового ливлення більше 20 осіб, професійні інженери-модельники більше 80 осіб; 2. 3D-дизайн, аналіз потоку форми, виготовлення форм, аналіз процесу листкового ливлення (послуги на замовлення) |
| 2. Перевага моніторингу якості | 1. Більше 10 інженерів якості, спеціальна команда керування якістю; 2. Кількість вимірювального обладнання 10; 3. Сертифікація: ISO9001:2008 міжнародна система якості сертифікації; система сертифікації ISO14001:2004; сертифікація системи якості в автотомній промисловості ISO/TS16949:2002; |
| 3. Переваги виготовлення форм | 1. Інженер з проектування форм, може використовувати PRO-E, VG та інші програми; 2. Сучасне обладнання, центр обробки HAAS, кран-мостовий ЧПУ тощо, більше 49 одиниць обладнання, річний виробничий потенціал 300 комплектів форм для гідравлічного ливарництва; 3. Ми можемо проектувати форми для клієнтів (пропонуємо індивідуальні послуги) |
| 4. Переваги виробництва заливних форм | 1. 57 виробничих ліній, з річною потужністю 50000 тонн алюмінієвих сплавних деталей для гідравлічного ливарництва; 2. Рівень інтелектуального виробництва: автоматична машинна установка, автоматична машина для опрыскування, автоматична машина для збору, автоматичний передавальний ремінь, машина для точкового охолодження під високим тиском, обладнання для розрізання та формування; 3. Гнучке проектування продукції, щоб надати виробничі рішення, створити умови для виробництва маленькими партіями |
| 5. Машина плюс переваги виробництва |
1. Більше 600 комплектів CNC-обробних станків і більше 60 комплектів горизонтальних обробних центрів; 2. Інженери-програмісти CNC-обробки всього 30 осіб, 30 інженерно-технічних працівників проекту; |
| 6. Обробка поверхні технологічні переваги |
1. Незалежні підприємства для сpray-плаття; 2. Майстерня посипу без пилу на рівні ста тисяч, три лінії посипу, дванадцять імпортованих електростатичних посипних пушок, чотири автоматичні лінії оцинковування, дві лінії попередньої обробки; 3. Повний набір тестового обладнання для spray-плаття та гальванічного покриття; |
| 7. Супутні установки | 1. Чистий цех: 1000 квадратних метрів чистого цеху GP12; 2. Пункт моніторингу продукції; 3. Обладнання для тестування герметичності; 4. Обладнання для інфільтрації; 5. Автоматична машина для очищення продукції; |




 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 KA
KA
 BN
BN
 LA
LA
 MY
MY